ツイストドリルビットが最も一般的に使用される切削工具です。ツイストドリルビットはシャープになりたいので、以下の点に注意してください。
機械加工では、穿孔工具の最も重要な要素であるツイストドリルビットはすべての構造がシンプルですが、それを正しくシャープにすることは容易ではありません。キーポイントは、鮮鋭化の方法と技能をマスターすることです。方法がマスターされている場合、問題は解決されます。 ツイストドリルビットの手動研削を紹介しましょう。。
通常、 ツイストドリルビットの先端角約118°ですが、それはまた、120°で処理することができる、鋭利なスキルは次のとおりです:
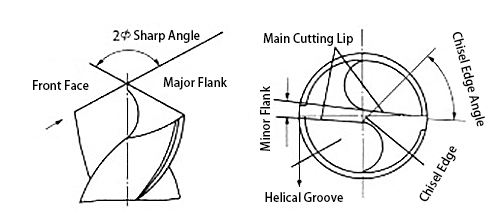
標準ツイストドリルビットの鋭角
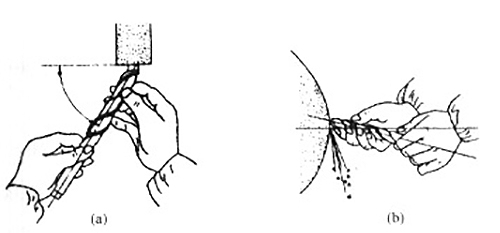
1.鋭利なカッターエッジは、砥石と平行にしてください。
シャープニングの前に、同じ水平の砥石を使ってツイストドリルの主切削唇を保持し、言い換えれば、主切削唇のすべての面を保持することは研削砥石によって鋭くすることができる。正しい位置が最初のステップであり、次に砥石車にゆっくりと向かいます。
ツイストドリルの軸と砥石の傾斜面は約60°の角度に保つ必要があります。
これは約60°の角度であるツイストドリルビットの鋭角であり、正しくない場合は、ツイストドリルビットのポイント角度、主切削リップの形状およびチゼルエッジ角度に直接影響する。シャープニング前の水平位置とツイストドリルビットの60°の角度に注意してください。両者はバランスが取れていなければなりません。トウィズルのエッジバランスを取るために角度を無視することはできません。
3.前から後へのシャープニング
チゼルエッジが砥石に触れた後、鋭利な方向は主切れ唇から後ろに向かうべきであり、それは研削砥石に刃先から後ろに触れてゆっくりと鋭くすることである。最初の鋭利化、ねじれビットは、少しの鋭利化のために穏やかに砥石に触れ、火花の均一性を観察し、時間からあなたの手から力を調整する。また、ツイストドリルビットの冷却も重要であり、それが過度になることを許さない、切刃が変色して焼きなましされる原因となる。温度が上がった場合、ドリルを直ちに冷却しなければならない。
標準ツイストドリルビットの尖鋭化方法
4.ツイストドリルビットの刃先を上下に振って、ツイストドリルビットの端が上がらないようにしてください。
ツイストドリルビットシャープニングの標準的な方法です主切削リップは砥石車上を上下に揺れることができますが、捻りシャンクの前面を砥石面上で上下に揺らすことができますが、揺れの終わりは揺れが許されません同じ時間、ツイストドリルの終わりを防ぐためにビットが持ち上げることができない、ツイストシャンクの終わりは、砥石の水平中心線よりも高くない、そうでなければ、それは切断することができません。ポイントは重要です、慎重にしてください。何か悪いことが起こっても、チゼルエッジの表面が滑らかになることを軽く彫刻edgewith砥石の終わりに触れることを心配しないでください。
5.ブレードの先端を軸に向け、両側がゆっくりと対称になるようにします。
ドリルは、切れ刃のエッジで鋭利にすることができ、ドリルの切れ刃を仕上げる必要があります。刃先はドリル軸の中央になければならず、両側のエッジは対称でなければなりません。経験豊富なマスターはドリルポイントの対称性を調べ、ゆっくりと研削します。
6.チゼルエッジの両方の仕上げが完了し、より大きい直径のツイストドリルビットのために、ドリルビットの槍先を尖らなければならない。
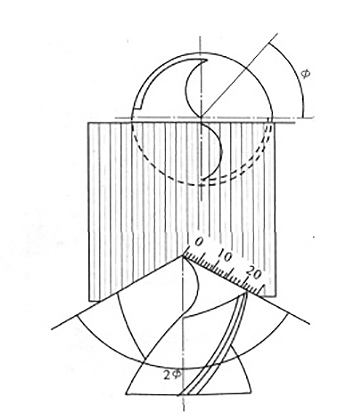
検査角度Tool
両方のチゼルエッジが終了すると、ドリルビットの槍の点の両方がツイストドリルビットの中心位置決めに影響する平面を形成するため、面取り後できるだけ早く平面を小さく保つために面取りする必要があります。操作方法は、ツイストドリルビットを砥石車の角に維持し、チゼルエッジの端部のビットスロットを面取りすることである。ツイストドリルビットの中心を位置決めして容易に切断することが重要です。面取りに注意を払うと、主切削リップが面取りされることを許さず、主切削リップのより大きい正面角度を生じさせ、掘削に影響を及ぼす。
もちろん、 ツイストドリルビットシャープニングの方法はユニークではないため、実際の操作で経験を蓄積する必要があります。繰り返しテストを比較し観察することにより、ツイストドリルビットをシャープにする方が良いでしょう。あなたを見て!








