掘削作業中、掘削の問題がしばしば遭遇する。現在、PURROS Machineryは以下のように掘削破損の解決策を挙げています: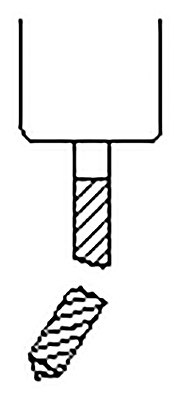 Continue reading
Continue reading
Category Archives: 技術
テクノロジーページは、ドリルビットグラインダーの分野で技術才能の経験を共有し、技術的な困難を解決するのに役立ち、ドリルビットリグラインダーの専門家になります。
穴の機械加工精度は、異なる工具によって達成することができる

| 切削工具のタイプ | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | バツ | バツ | ||||||
| HHS拡張ドリル | バツ | バツ | ||||||
| スポット溶接の超硬ドリル | バツ | バツ | ||||||
| ソリッド・カーバイド・ドリル | バツ | バツ | バツ | |||||
| ソリッドカーバイドストレートフルートドリル | バツ | バツ | ||||||
| ソリッド・カーバイド3刃・ドリル | バツ | バツ | ||||||
| ガンドリル | バツ | バツ | バツ | |||||
| リーマー | バツ | バツ | バツ | |||||
| PCD拡大ドリル | バツ | バツ | ||||||
| PCDリーマ | バツ | バツ |
( 製造元 : Purros Machinery Co.、Ltd. )
ファインシャープ旋盤ツール
ファインシャープ旋盤ツール
- (1)ファイン・シャープ・フルート:フルートの形状をより正確にし、表面粗さを従来よりも細かくするため、粗い尖鋭化後にフルートを細かく尖らせる必要があります。シャープニングの方法は粗面取りと同じです。
- (2)ネガティブ面取りを鮮明にする:ネガティブ面取りは一般に100#〜200#の粒度で砥石の端で鋭くなります。図の後のように鮮鋭化方法:
ネガティブチャンファリング
旋盤ツールの標準的な鮮明化方法
旋盤ツールの鮮明化のステップ
ステップ1:主逃げ面を鋭利にすると同時に、唇逃げ角を鋭くする。 ステップ2:マイナーなフランク面をシャープにすると同時に、エンドリリーフ角度をシャープにする。 ステップ3:偽の顔を鮮明にすると同時に、尖鋭度を鮮明にする。 ステップ4:残った顔と先端を鮮明にする。
旋盤ツールの鮮明化の方法
現在、 PURROS Machineryは、 切削工具の鋭利化の方法を示すために、粗研削用炭化物合金カッターを例に挙げています。 主要な逃げ面と副面の面を同時に荒く削って 、同時に、大きな偏角、大きな唇の逃げ角、小さな偏角、小さな唇の逃げ角も鋭くなっています。粗い鋭利化による主要な唇の逃げ角と小さな唇の逃げ角の角度は、要求されるよりも大きくすべきである。 View Figure:
Shank
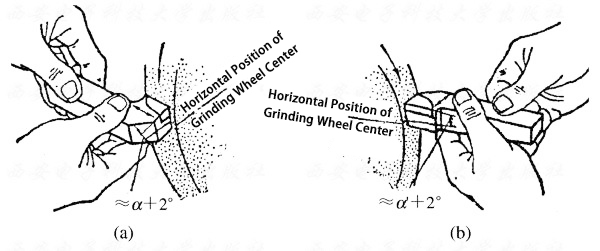
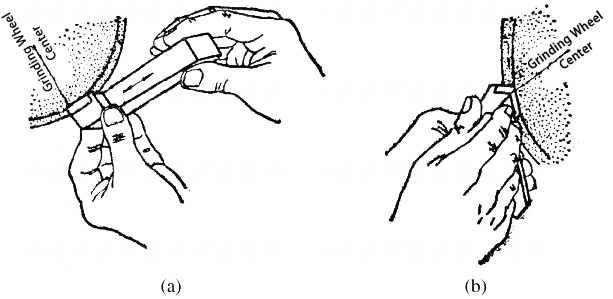 (a)シャープネスダウン(b)シャープニングアップ
(a)シャープネスダウン(b)シャープニングアップ
旋盤のノートは手で鋭くする。
旋盤の注意点
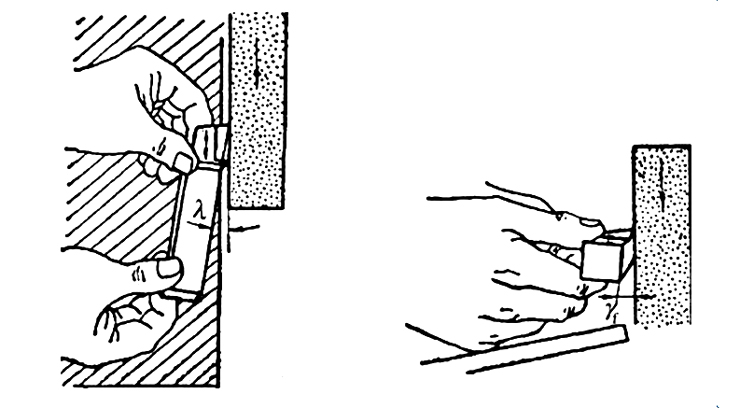
- 砥石が破損した場合に、破片が怪我をしないように、 旋盤工具グラインダーの側面に立てるようにしてください。旋削工具のシャンクを手で保持するのに十分な距離を保ちます。旋盤の揺れを減らすために肘を2本つけて腰を締めます。刃物を鋭利にするには、旋盤工具を砥石の水平中心に置き、旋盤工具の先端を約3°上に少し上にします-8°、旋盤工具が研削砥石に触れて旋盤工具を水平方向に動かす必要がある場合。
- 旋削工具シャンクを主切れ刃角として左にずらしてください。細い刃先面を削る際には、刃物のシャンクをマイナーな刃先角度の右に角度をずらす必要があります.
- 先端の尖鋭化中には、一般に旋盤工具の先端を左手で支点に、同じ時間、右手で旋盤ツールのシャンクを動かす.
旋盤工具を研削する前に研削砥石を選択する方法は?
砥石の選び方は?
 粗研削旋盤工具は、砥粒の小さい研削砥石を選択する必要があります。逆に研削砥石は、研削砥石をより大きな砥粒で選択する必要があります。 HHSの旋盤工具を研磨するときは、46〜60の粒度、または柔らかい酸化アルミニウム砥石を使用する必要があります。 カーバイド先端の旋盤工具を鋭利にするときは、60〜80の粒度、または柔らかいSic砥石を使用する必要があります。ヒント:2つの異なる砥石車を混同しないでください。
粗研削旋盤工具は、砥粒の小さい研削砥石を選択する必要があります。逆に研削砥石は、研削砥石をより大きな砥粒で選択する必要があります。 HHSの旋盤工具を研磨するときは、46〜60の粒度、または柔らかい酸化アルミニウム砥石を使用する必要があります。 カーバイド先端の旋盤工具を鋭利にするときは、60〜80の粒度、または柔らかいSic砥石を使用する必要があります。ヒント:2つの異なる砥石車を混同しないでください。
ドリル研削アタッチメント取付および使用説明書
ドルラー研磨機PG-13D用のPURROSブランドのドリル研削付属品で、高い精度でドリルビットをシャープにすることができます。最適なポイントおよびクリアランス角度は、ドリルサイズとドリル加工される材料に依存する各ドリル要件に応じて設定できます。あなたは完全に磨耗した訓練だけでなく、壊れた訓練を新しい状態に戻すことができます。破損したドリルを磨くとき、ドリルアタッチメントを使用する前に、ドリルフリーハンドを大まかに形作ることによって、多くの時間を節約することができます。過熱を防止するために自由に手を整えるときに水中で掘削する。 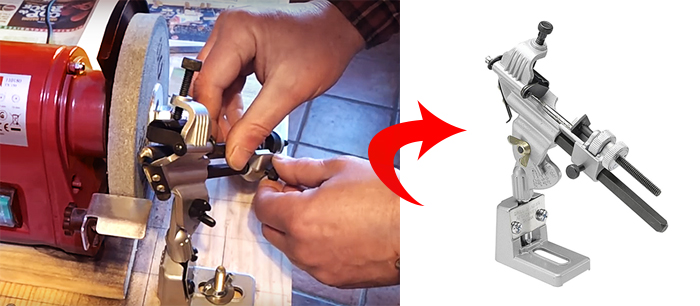 Continue reading
Continue reading
一般的な掘削問題の解決策の概要(良好または不良の研削ドリルビットとの関係)
実際の生産では、 PURROS Machinery社は手作業による研削掘削ビット ( 手作業の研削掘削ビット )に関する大量の顧客の問題を収集しました。ここでは、問題の要約と参照方法と調査のための解決方法を記載しています。実際の生産では、PURROS Machinery社は手作業による研削掘削ビット(手作業の研削掘削ビット)に関する大量の顧客の問題を収集しました。ここでは、問題の要約と参照方法と調査のための解決方法を記載しています。 “dd” ”  ソリューション一般的な穴あけ問題の概要 [/caption] Continue reading
ソリューション一般的な穴あけ問題の概要 [/caption] Continue reading
研削後の標準ツイストドリルビットのチェック
ステップ1:標準ツイストドリルビットのポイント角度(切削リップ角度)を確認して、それとも標準ツイストドリルビットの軸と対称であるかどうかを確認しますか? (標準ツイストドリルビットの正確な先端角は±118°です。硬い材料をドリル加工して120°まで延長することができれば、より柔らかい材料があれば、ポイント角度は以前よりも小さくなるはずですが90°以上にしてください)。 ステップ2: 2つの主要な切削リップ(主切れ刃)の長さと高さを確認することは一貫しています。機械加工された穴の品質は、長さが同じかどうかによって影響を受けるためです。ステップ1とステップ2のチェック方法は次のとおりです。ツイストドリルビットの切断部分を垂直位置に保ち、水平方向に視力を保持してから、標準のツイストドリルビットの中心軸2つの主要切断リップの長さが同じであるかどうかを観察する。 2つの主要な切断唇の長さを軸の中心で観察することが前提です。 2つの主要な切断リップの長さが異なる場合、短い方の切断面を研削する必要があります。 Continue reading
どのように多くの種類のドリルビットを知っていますか? (使用による分類)
ドリルビットの分類
ドリルビットは、さまざまな形状とサイズで提供され、様々な材料とコーティングで利用できます。ほとんどの工具および機械加工作業には、作業のために特別に設計されたドリルビットがあります。ここでは、いくつかのタイプのドリルビット、材料、および設計タイプの概要を簡単に説明します。 “d7063” 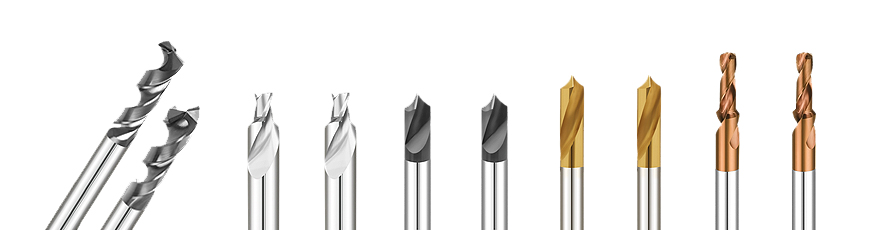 Use[/caption]によるドリルビットの分類Continue reading
Use[/caption]によるドリルビットの分類Continue reading








