ファインシャープ旋盤ツール
- (1)ファイン・シャープ・フルート:フルートの形状をより正確にし、表面粗さを従来よりも細かくするため、粗い尖鋭化後にフルートを細かく尖らせる必要があります。シャープニングの方法は粗面取りと同じです。
- (2)ネガティブ面取りを鮮明にする:ネガティブ面取りは一般に100#〜200#の粒度で砥石の端で鋭くなります。図の後のように鮮鋭化方法:
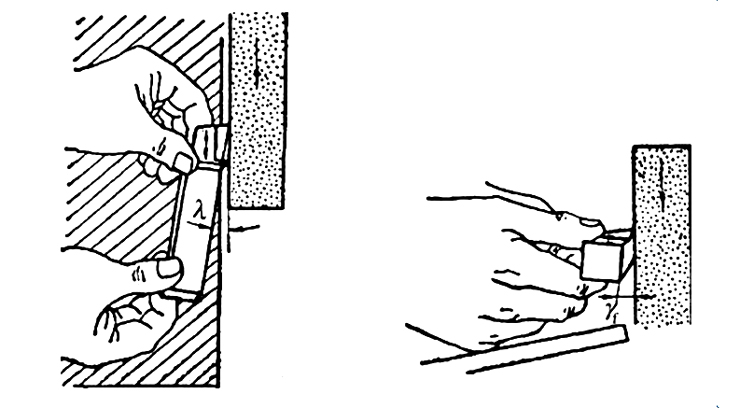
ネガティブチャンファリング
ネガティブチャンファリング
ステップ1:主逃げ面を鋭利にすると同時に、唇逃げ角を鋭くする。 ステップ2:マイナーなフランク面をシャープにすると同時に、エンドリリーフ角度をシャープにする。 ステップ3:偽の顔を鮮明にすると同時に、尖鋭度を鮮明にする。 ステップ4:残った顔と先端を鮮明にする。
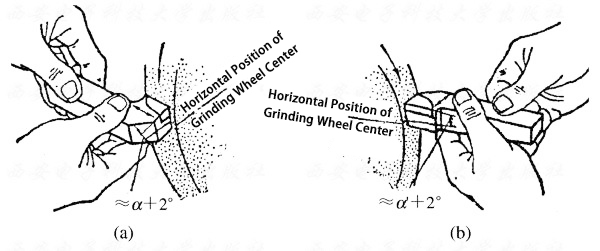
現在、 PURROS Machineryは、 切削工具の鋭利化の方法を示すために、粗研削用炭化物合金カッターを例に挙げています。 主要な逃げ面と副面の面を同時に荒く削って 、同時に、大きな偏角、大きな唇の逃げ角、小さな偏角、小さな唇の逃げ角も鋭くなっています。粗い鋭利化による主要な唇の逃げ角と小さな唇の逃げ角の角度は、要求されるよりも大きくすべきである。 View Figure:
Shank
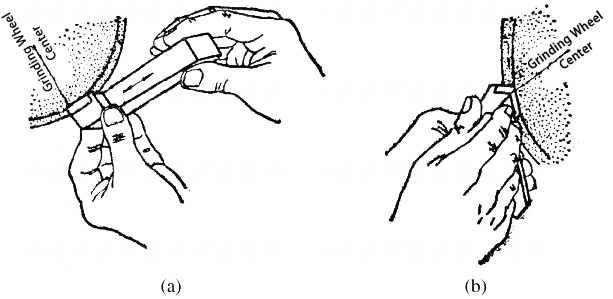 (a)シャープネスダウン(b)シャープニングアップ
(a)シャープネスダウン(b)シャープニングアップ
旋盤の注意点
 粗研削旋盤工具は、砥粒の小さい研削砥石を選択する必要があります。逆に研削砥石は、研削砥石をより大きな砥粒で選択する必要があります。 HHSの旋盤工具を研磨するときは、46〜60の粒度、または柔らかい酸化アルミニウム砥石を使用する必要があります。 カーバイド先端の旋盤工具を鋭利にするときは、60〜80の粒度、または柔らかいSic砥石を使用する必要があります。ヒント:2つの異なる砥石車を混同しないでください。
粗研削旋盤工具は、砥粒の小さい研削砥石を選択する必要があります。逆に研削砥石は、研削砥石をより大きな砥粒で選択する必要があります。 HHSの旋盤工具を研磨するときは、46〜60の粒度、または柔らかい酸化アルミニウム砥石を使用する必要があります。 カーバイド先端の旋盤工具を鋭利にするときは、60〜80の粒度、または柔らかいSic砥石を使用する必要があります。ヒント:2つの異なる砥石車を混同しないでください。








