 スクリュータップは、特にスクリュータップの直径が大きいスクリューを 2〜3回尖らせることができます。スクリュータップの研削は、主にそのコストに依存する。スクリュータップは通常、研削後にコーティングされていません。
スクリュータップは、特にスクリュータップの直径が大きいスクリューを 2〜3回尖らせることができます。スクリュータップの研削は、主にそのコストに依存する。スクリュータップは通常、研削後にコーティングされていません。
Tag Archives: 切削工具の鋭利化
鋭利にする必要がある切削工具:リーマ

リーマーは、しばしば鋭利にする必要がある切削工具でもあります。研削方法は比較的簡単です。リーマ精度の要求が高いため、一般的に2〜5回修復することができます。リーマを研削する前に、カッターの直径を検出する必要があります。直径が必要な範囲内にない場合、それはもはや修復することができない。研削後、リーマのコーティングはコーティングを有していない。
鋭利にする必要がある切削工具:ドリルビット
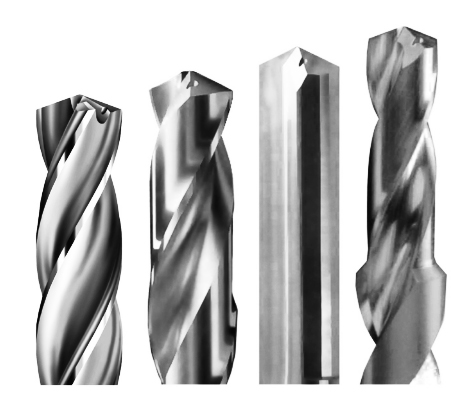 ドリルビットは、研削に最適な切削工具です。設計は研削の必要性を考慮する必要があります。前処理または一般的な穴精度のために、 ドリルビット研削の程度は多くても20回摩耗する。高精度のドリリングビットのために、それは5回鋭くすることができます。
ドリルビットは、研削に最適な切削工具です。設計は研削の必要性を考慮する必要があります。前処理または一般的な穴精度のために、 ドリルビット研削の程度は多くても20回摩耗する。高精度のドリリングビットのために、それは5回鋭くすることができます。
旋盤ツールの標準的な鮮明化方法
旋盤ツールの鮮明化のステップ
ステップ1:主逃げ面を鋭利にすると同時に、唇逃げ角を鋭くする。 ステップ2:マイナーなフランク面をシャープにすると同時に、エンドリリーフ角度をシャープにする。 ステップ3:偽の顔を鮮明にすると同時に、尖鋭度を鮮明にする。 ステップ4:残った顔と先端を鮮明にする。
旋盤ツールの鮮明化の方法
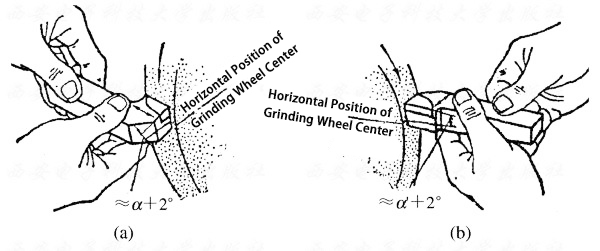
現在、 PURROS Machineryは、 切削工具の鋭利化の方法を示すために、粗研削用炭化物合金カッターを例に挙げています。 主要な逃げ面と副面の面を同時に荒く削って 、同時に、大きな偏角、大きな唇の逃げ角、小さな偏角、小さな唇の逃げ角も鋭くなっています。粗い鋭利化による主要な唇の逃げ角と小さな唇の逃げ角の角度は、要求されるよりも大きくすべきである。 View Figure:
Shank
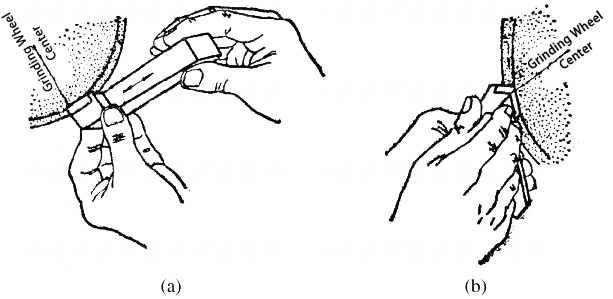 (a)シャープネスダウン(b)シャープニングアップ
(a)シャープネスダウン(b)シャープニングアップ








