ファインシャープ旋盤ツール
- (1)ファイン・シャープ・フルート:フルートの形状をより正確にし、表面粗さを従来よりも細かくするため、粗い尖鋭化後にフルートを細かく尖らせる必要があります。シャープニングの方法は粗面取りと同じです。
- (2)ネガティブ面取りを鮮明にする:ネガティブ面取りは一般に100#〜200#の粒度で砥石の端で鋭くなります。図の後のように鮮鋭化方法:
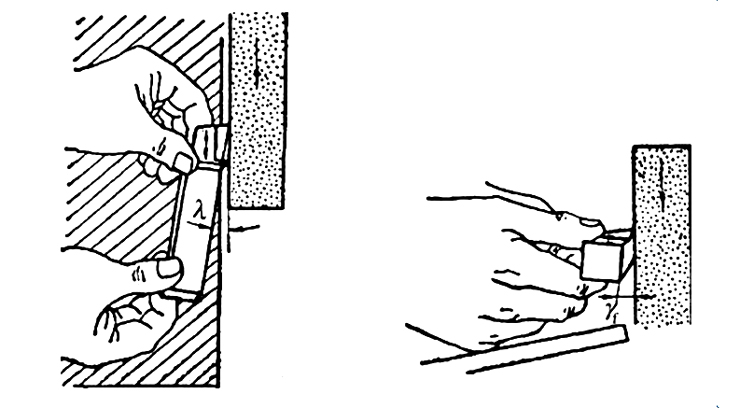
ネガティブチャンファリング
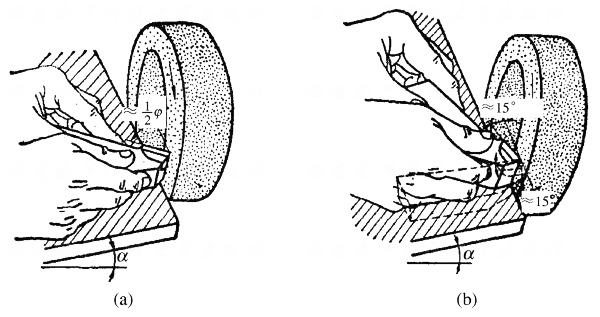
- (3)主逃げ面と副面面の鮮明化:図のように鮮鋭化する方法で、選択された砥石車は負の面取りと同じです。 】主切削リップが終了したときに停止されるべきであり、負の面取り幅はrequirements.
- (5)シャープトップブレード: 以下の図のようなトップ刃研ぎ方法:
が
シャープ移行Blade
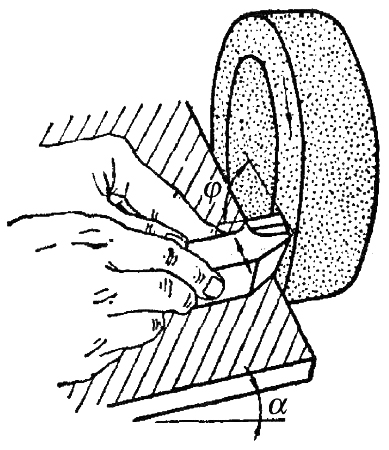
シャープニングトップブレード








