ステップ1:標準ツイストドリルビットのポイント角度(切削リップ角度)を確認して、それとも標準ツイストドリルビットの軸と対称であるかどうかを確認しますか? (標準ツイストドリルビットの正確な先端角は±118°です。硬い材料をドリル加工して120°まで延長することができれば、より柔らかい材料があれば、ポイント角度は以前よりも小さくなるはずですが90°以上にしてください)。 ステップ2: 2つの主要な切削リップ(主切れ刃)の長さと高さを確認することは一貫しています。機械加工された穴の品質は、長さが同じかどうかによって影響を受けるためです。ステップ1とステップ2のチェック方法は次のとおりです。ツイストドリルビットの切断部分を垂直位置に保ち、水平方向に視力を保持してから、標準のツイストドリルビットの中心軸2つの主要切断リップの長さが同じであるかどうかを観察する。 2つの主要な切断唇の長さを軸の中心で観察することが前提です。 2つの主要な切断リップの長さが異なる場合、短い方の切断面を研削する必要があります。 ステップ3:外縁部の眼球逃げ角を目視で確認する方法は、以下の通りである。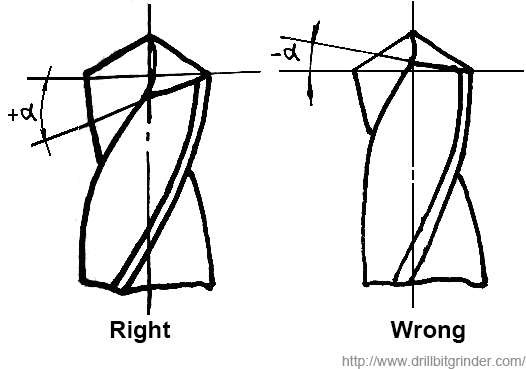
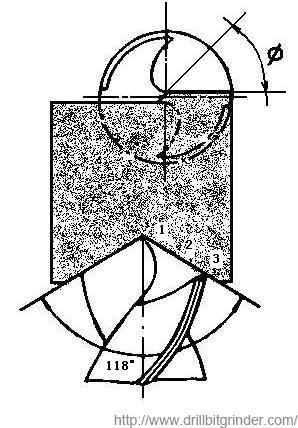 一般的に、チェック方法はスタッフの経験に基づいていますが、 PURROS機械では上記の図のようなツールを検査して斜面の角度を確認することができますポイント角度は118°かどうか、2つの主要な切断唇は対称で、チェックリップ逃げ角(リップクリアランスアングル)は正しいですか? (また、 削り刃の角度が50°〜55°であることを忘れないでください。) 手作業で研削ドリルビットは作業者の経験に大きく依存し、ドリルビットは生産に大量に使用されますが、研削ドリルビット研削に時間がかかり、エラー率が高くなります。同社の難しさのために本来の意図としては、PURROS機械が開発されたドリル研磨機 。異なるドリルビット研削機械は、異なるタイプのドリルを研削することができる。もちろん、私たちはあなたの要求に応えるユニバーサルドリルグラインダーも開発しました。 1セットの研削盤は多くの種類のドリルビットを研削することができます。ユニバーサルドリルグラインダーに興味があれば、お気軽にご連絡ください。
一般的に、チェック方法はスタッフの経験に基づいていますが、 PURROS機械では上記の図のようなツールを検査して斜面の角度を確認することができますポイント角度は118°かどうか、2つの主要な切断唇は対称で、チェックリップ逃げ角(リップクリアランスアングル)は正しいですか? (また、 削り刃の角度が50°〜55°であることを忘れないでください。) 手作業で研削ドリルビットは作業者の経験に大きく依存し、ドリルビットは生産に大量に使用されますが、研削ドリルビット研削に時間がかかり、エラー率が高くなります。同社の難しさのために本来の意図としては、PURROS機械が開発されたドリル研磨機 。異なるドリルビット研削機械は、異なるタイプのドリルを研削することができる。もちろん、私たちはあなたの要求に応えるユニバーサルドリルグラインダーも開発しました。 1セットの研削盤は多くの種類のドリルビットを研削することができます。ユニバーサルドリルグラインダーに興味があれば、お気軽にご連絡ください。
研削後の標準ツイストドリルビットのチェック
Posted in 技術 and tagged チェック研削ドリルビット, ツイストドリルビット, ツイストドリルビット研削盤, ドリルビット研削盤, ドリル加工機, 研削ツイストドリルビット, 研削ドリルビット.








