金型製造は、金型製造作業の柱である切削工具(ドリルやエンドミルなど)を作る材料を除去するプロセスです。彼らは絶えず使用される切削工具を素早く鈍らせる。 エンドミル粉砕機は金型の製造において重要なので、生産のためにエンドミルを鋭利に保つためのヒントをいくつか紹介します。 ヒント1:新しいものを購入する – 金型製造プロセスでは、エンドミルが尖っていなくなったらそれを廃棄し、新しい工具と交換することができます。しかし、これは、切削工具が高価になる可能性があるので、長期間使用する場合には高価な方法となり得る。原価分析の目的で、毎月20ドルの30個のエンドミルを毎月購入する必要がある場合、それは毎月600ドルです。特に、音量が高い場合、これは、エンドミルを鋭く保つのに最も費用対効果の高い方法ではありません。しかし、ボリュームが低い場合、これは正当な理由があります。 Continue reading
Tag Archives: 切削工具
タングステン・カーバイド・ビットの選択にはどのようなことが考慮されるべきか?
 タイプ1:タングステンカーバイドビットのタイプタイプ2:タングステンカーバイドビットの選択の重要な要素(1)加工精度硬質合金ビットが選択された場合、最初に穴あけの寸法精度の要件を考慮する必要があります。 Continue reading
タイプ1:タングステンカーバイドビットのタイプタイプ2:タングステンカーバイドビットの選択の重要な要素(1)加工精度硬質合金ビットが選択された場合、最初に穴あけの寸法精度の要件を考慮する必要があります。 Continue reading
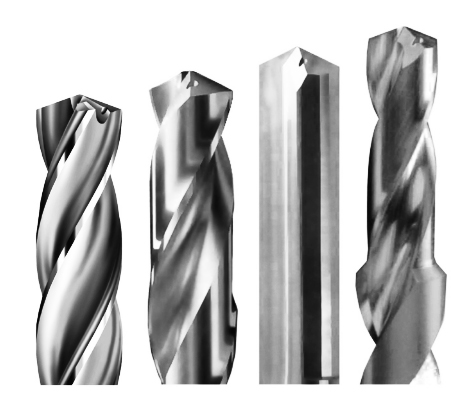
木材ドリルビット:リップおよびスパードリルビット
リップおよびスパードリルビットは、一般に、3〜16mm(0.12〜0.63インチ)のサイズで容易に入手可能である。  従来のツイストドリルビットは、水平なワークピースに提供されるとローミングする傾向があります。金属加工の場合、パイロット開口部にスポッティングドリルビットを刺してこれに応答します 。木材では、唇もドリルビットを刺激するもう一つの救済策です:ドリルビットの中心はツイストドリルビットの真っ直ぐな彫刻ではなく、鋭い要素と4つの鋭いエッジを持つ拍車で木材を減らします。拍車の鋭い要素は、ちょうど柔らかい材木の中に押し込んでドリルビットを一直線に保つだけです。 Continue reading
従来のツイストドリルビットは、水平なワークピースに提供されるとローミングする傾向があります。金属加工の場合、パイロット開口部にスポッティングドリルビットを刺してこれに応答します 。木材では、唇もドリルビットを刺激するもう一つの救済策です:ドリルビットの中心はツイストドリルビットの真っ直ぐな彫刻ではなく、鋭い要素と4つの鋭いエッジを持つ拍車で木材を減らします。拍車の鋭い要素は、ちょうど柔らかい材木の中に押し込んでドリルビットを一直線に保つだけです。 Continue reading
切削工具の最先端は何ですか?
刃先 切削工具は 、還元手順の効率のために重要です。カッティングエッジのハイライトは次のとおりです。対称面のカッティングエッジの距離。不均一な側面のための最先端の楕円軸。 K因子、これはSγとSαとの間の関連性である。これは、同様に、楕円の両方の軸の割合によって決定することができる。この要素は、カッティングエッジの種類を説明します。 3つの角度:すきま角度、くさび角度、レーキ(破断)角度。 Δr。 Continue reading
切削工具の種類(機械加工)
インサート付きの切削工具(割り出し可能なデバイス)
切削工具は、通常、インサートまたは変更可能な提案(先端工具)で作られています。これらの刃先には、ろう付けされた、結合された、または装置本体に固定された、異なる品目の製品が含まれている。提案のための通常の製品は、密封された炭化物、多結晶ダイヤモンド、また立方晶窒化ホウ素からなる。インサートを使用する装置は、フライスカッター(エンドミル、フライカッター)、工具ビット、および鋸刃で構成されています。
ソリッドカッティングツール
粉砕および探査のための通常の装置は、予測不可能なインサートを有していない。カッティングエッジとシャンクも1つのシステムであり、まったく同じ製品で構成されています。小さなデバイスは交換可能なインサートでは開発できませんでした。
切削工具の種類( 切削加工 )
ストレートカッティングツールは、ツールビット(シングルポイントカッティングツール)から構成されています。回転式切削工具は、ドリルビット、カウンターシンク、カウンターボア、蛇口から構成されており、また、カッター、リーマ、およびチルドソーブレードを破砕します。バンドソーブレード、ハッソーブレード、およびフライカッターのような様々な他の切断工具は、直接作用および回転作用のファセットを組み込んでいる。 Continue reading
リップリリーフ角度の機能
リップリリーフアングル、リップクリアランスアングル、切削工具、リップリリーフ角度機能 リップリリーフアングルは、 リップクリアランス アングルとも呼ばれ、カッターとワークと加工面の切断面の摩擦を低減する機能です。 Continue reading
リップリリーフアングルは、 リップクリアランス アングルとも呼ばれ、カッターとワークと加工面の切断面の摩擦を低減する機能です。 Continue reading
一般的な切削工具
切削工具にはいくつかの種類があります: Continue reading
Continue reading

鋭利にする必要がある切削工具:リーマ

リーマーは、しばしば鋭利にする必要がある切削工具でもあります。研削方法は比較的簡単です。リーマ精度の要求が高いため、一般的に2〜5回修復することができます。リーマを研削する前に、カッターの直径を検出する必要があります。直径が必要な範囲内にない場合、それはもはや修復することができない。研削後、リーマのコーティングはコーティングを有していない。
鋭利にする必要がある切削工具:ドリルビット
 ドリルビットは、研削に最適な切削工具です。設計は研削の必要性を考慮する必要があります。前処理または一般的な穴精度のために、 ドリルビット研削の程度は多くても20回摩耗する。高精度のドリリングビットのために、それは5回鋭くすることができます。
ドリルビットは、研削に最適な切削工具です。設計は研削の必要性を考慮する必要があります。前処理または一般的な穴精度のために、 ドリルビット研削の程度は多くても20回摩耗する。高精度のドリリングビットのために、それは5回鋭くすることができます。








