 ドリルビットは、様々な材料の穴を開けるために使用される工具です。ドリル加工機は、ひねりドリルビットの研削に使用されます。ドリルビットを使用して研削する主な理由の1つは、ドリルの精度のためです。掘削は特別なスキルを必要としません。それが効率的なツールのどれだけですか。ドリル加工機の良い点は、ハードウッドや金属も掘削できることです。これらは、ドリル加工機が最も厳しい材質のものに耐え、掘削できる理由のいくつかです。
ドリルビットは、様々な材料の穴を開けるために使用される工具です。ドリル加工機は、ひねりドリルビットの研削に使用されます。ドリルビットを使用して研削する主な理由の1つは、ドリルの精度のためです。掘削は特別なスキルを必要としません。それが効率的なツールのどれだけですか。ドリル加工機の良い点は、ハードウッドや金属も掘削できることです。これらは、ドリル加工機が最も厳しい材質のものに耐え、掘削できる理由のいくつかです。 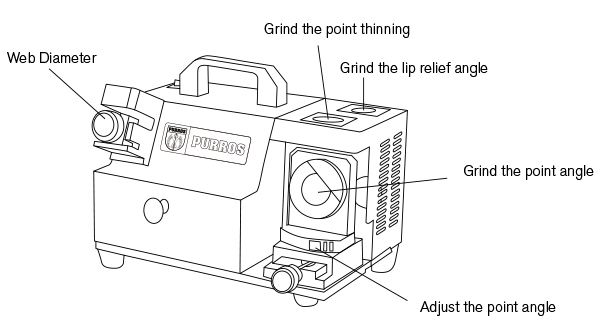 Continue reading
Continue reading
Tag Archives: ドリルビット研削盤
タングステン・カーバイド・ビットの選択にはどのようなことが考慮されるべきか?
 タイプ1:タングステンカーバイドビットのタイプタイプ2:タングステンカーバイドビットの選択の重要な要素(1)加工精度硬質合金ビットが選択された場合、最初に穴あけの寸法精度の要件を考慮する必要があります。 Continue reading
タイプ1:タングステンカーバイドビットのタイプタイプ2:タングステンカーバイドビットの選択の重要な要素(1)加工精度硬質合金ビットが選択された場合、最初に穴あけの寸法精度の要件を考慮する必要があります。 Continue reading
PURROSの新年の製品クーポン

 2017年末までに、顧客のために多くの注文を完了し、出荷を連続して完了します。私たちは、納期を確保しながら、 ドリル研削盤製品の品質を保証する必要があります。私たちが生産するすべての製品は、出荷される技術者によってテストされます。 PURROSのすべてのスタッフのおかげで、我々は新製品を開発するだけでなく、私たちの製品が顧客に提供されることを確実にする必要があります。新年が来る、PURROSはすべての顧客が “新年を幸せにしたい”と願っています。 Continue reading
2017年末までに、顧客のために多くの注文を完了し、出荷を連続して完了します。私たちは、納期を確保しながら、 ドリル研削盤製品の品質を保証する必要があります。私たちが生産するすべての製品は、出荷される技術者によってテストされます。 PURROSのすべてのスタッフのおかげで、我々は新製品を開発するだけでなく、私たちの製品が顧客に提供されることを確実にする必要があります。新年が来る、PURROSはすべての顧客が “新年を幸せにしたい”と願っています。 Continue reading
ドリルビットシャープナーを選択してドリルをシャープにする理由
 ドリルビットの最高品質のコレクションは、特にあなたがそれらの多くを取得する場合、あなたの財布にかなり良いサイズの開口部を作ることができます。しかし、彼らは適切な治療を受けていれば、長期間あなたの前にいることが必要です。これを行うには、厳しい状況でそれらを保存する必要があります。状況は、各小さなビットが独立して保持されることを保証するために、異なる所有者または領域を持たなければならない。ドリルをツールキットやキャビネットに少しだけ投げ込んで自由に回転できるようにすると、提案や切れ刃が簡単に損傷したり鈍ったりすることがあります。あなたのドリルの正しい扱いをするために実行すべきもう一つのポイントは、彼らが細かいことを実行できるように、それらを磨いておくことです。ピアスの小さなビットは、もう一度磨かれました。当然のことながら、少し大きくなると、それはさらに発展する可能性があります。付属のプラスは:あなたの小さなビットを常に鋭く保つことによって、あなたは電気ドリルの劣化を本当に保つでしょう。よりシャープな少し滑らかで、またはるかに速く、それは確かに機能します。 Continue reading
ドリルビットの最高品質のコレクションは、特にあなたがそれらの多くを取得する場合、あなたの財布にかなり良いサイズの開口部を作ることができます。しかし、彼らは適切な治療を受けていれば、長期間あなたの前にいることが必要です。これを行うには、厳しい状況でそれらを保存する必要があります。状況は、各小さなビットが独立して保持されることを保証するために、異なる所有者または領域を持たなければならない。ドリルをツールキットやキャビネットに少しだけ投げ込んで自由に回転できるようにすると、提案や切れ刃が簡単に損傷したり鈍ったりすることがあります。あなたのドリルの正しい扱いをするために実行すべきもう一つのポイントは、彼らが細かいことを実行できるように、それらを磨いておくことです。ピアスの小さなビットは、もう一度磨かれました。当然のことながら、少し大きくなると、それはさらに発展する可能性があります。付属のプラスは:あなたの小さなビットを常に鋭く保つことによって、あなたは電気ドリルの劣化を本当に保つでしょう。よりシャープな少し滑らかで、またはるかに速く、それは確かに機能します。 Continue reading
ドリル研削アタッチメント取付および使用説明書
ドルラー研磨機PG-13D用のPURROSブランドのドリル研削付属品で、高い精度でドリルビットをシャープにすることができます。最適なポイントおよびクリアランス角度は、ドリルサイズとドリル加工される材料に依存する各ドリル要件に応じて設定できます。あなたは完全に磨耗した訓練だけでなく、壊れた訓練を新しい状態に戻すことができます。破損したドリルを磨くとき、ドリルアタッチメントを使用する前に、ドリルフリーハンドを大まかに形作ることによって、多くの時間を節約することができます。過熱を防止するために自由に手を整えるときに水中で掘削する。 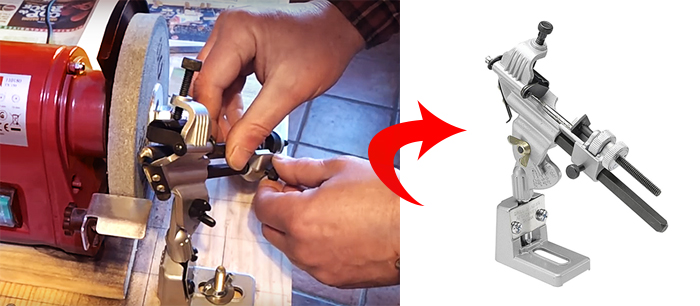 Continue reading
Continue reading
一般的な掘削問題の解決策の概要(良好または不良の研削ドリルビットとの関係)
実際の生産では、 PURROS Machinery社は手作業による研削掘削ビット ( 手作業の研削掘削ビット )に関する大量の顧客の問題を収集しました。ここでは、問題の要約と参照方法と調査のための解決方法を記載しています。実際の生産では、PURROS Machinery社は手作業による研削掘削ビット(手作業の研削掘削ビット)に関する大量の顧客の問題を収集しました。ここでは、問題の要約と参照方法と調査のための解決方法を記載しています。 “dd” ”  ソリューション一般的な穴あけ問題の概要 [/caption] Continue reading
ソリューション一般的な穴あけ問題の概要 [/caption] Continue reading
研削後の標準ツイストドリルビットのチェック
ステップ1:標準ツイストドリルビットのポイント角度(切削リップ角度)を確認して、それとも標準ツイストドリルビットの軸と対称であるかどうかを確認しますか? (標準ツイストドリルビットの正確な先端角は±118°です。硬い材料をドリル加工して120°まで延長することができれば、より柔らかい材料があれば、ポイント角度は以前よりも小さくなるはずですが90°以上にしてください)。 ステップ2: 2つの主要な切削リップ(主切れ刃)の長さと高さを確認することは一貫しています。機械加工された穴の品質は、長さが同じかどうかによって影響を受けるためです。ステップ1とステップ2のチェック方法は次のとおりです。ツイストドリルビットの切断部分を垂直位置に保ち、水平方向に視力を保持してから、標準のツイストドリルビットの中心軸2つの主要切断リップの長さが同じであるかどうかを観察する。 2つの主要な切断唇の長さを軸の中心で観察することが前提です。 2つの主要な切断リップの長さが異なる場合、短い方の切断面を研削する必要があります。 Continue reading
ドリル加工機を使う前の注意
ドリル加工機のメンテナンス ドリル加工機は、使用前に空気圧ガンで掃除し、すべてのアイロンファイリング、特に研削機の研削穴を清掃して機械の寿命を保証する必要があります。  ドリル加工機を使う前の注意 Continue reading
ドリル加工機を使う前の注意 Continue reading








