CNC研削システムは、航空宇宙、臨床、車両、およびその他の様々な分野のコンポーネントを作成するために一般的に使用されています。非常に困難でユニークな製品は、今日の研削システムでは問題ではないだけでなく、 多軸メーカーは幾分複雑な形状を作り出すことができます。  PURROS PG-6025ユニバーサルツールとカッターグラインダーマシン 。 Continue reading
PURROS PG-6025ユニバーサルツールとカッターグラインダーマシン 。 Continue reading
Category Archives: 技術
テクノロジーページは、ドリルビットグラインダーの分野で技術才能の経験を共有し、技術的な困難を解決するのに役立ち、ドリルビットリグラインダーの専門家になります。
ドリルビットに使用されるさまざまな材料の紹介
いくつかの製品は、呼び出されたアプリケーションに依存して、ドリルビット用にまたはドリルビット上で利用されています。炭化物のようないくつかの丈夫な製品は、鋼と比較してはるかに破壊的であり、特に、ドリルがワークピースに対して極めて一定した角度で保持されていない場合には、例えば、手持ちのとき。  鋼 高速鋼 (HSS)は、鋼の一種です。 HSSのビットは、高炭素鋼に比べて暖かさに対してはるかに耐えられるだけでなく、丈夫です。それらは、 炭素鋼のビットと比較して大きな切断速度で、鋼、木材、および他の多くの他の製品に利用することができ、炭素鋼を実際に大きく変えました。コバルト鋼合金は、より多くのコバルトを含む高速度鋼の変種である。彼らはより多くの温度レベルで彼らの強固さを保持し、また、ステンレス鋼や様々な他の困難な製品に使用されています。コバルト鋼の主なネガティブな側面は、従来のHSSと比較して余分に破壊可能であることである。 高炭素鋼製のビットは、低炭素鋼製のビットと比較してはるかに頑丈です。それらが過熱されている場合(例えば、穿孔中に摩擦により)、それらは気分を落とし、柔らかい刃先を生じさせる。これらは木材や鉄鋼に利用することができます。 柔らかい低炭素鋼のビットは手頃な価格ですが、側面をうまく保持せず、一定の鮮鋭化も必要です。それらは掘削木材のためだけに利用されます。針葉樹の代わりに木材を扱っても、目に見えて寿命が短くなる可能性があります。 ドリル加工機で鈍い刃を研ぎ澄ませることができます。 その他多結晶ダイヤモンド(PCD)は、すべてのデバイス製品の中でも最も難しいものですが、結果として使用に非常に耐性があります。これには、通常約0.5mm(0.020インチ)の厚さのルビー断片の層が入っており、タングステンカーバイド支援の焼結塊として結合しています。この製品を利用して、タングステンカーバイドの「ペン先」の毛細管内にPCDを還元または焼結させるために小さなセクタをろう付けすることにより、この製品を利用して少ししかビットが生成されない。ペン先は後で炭化物シャフトにろう付けすることができる。その後、より小さいサイズの「セクター」で失敗するろう付けを確実に引き起こす複雑な形状にすることができます。 PCDは、一般に、自動車、航空宇宙、およびその他の様々な分野で、粗い合金、炭素繊維強化プラスチック、ならびに様々な他の不快な製品を掘削するために使用され、また、装置のダウンタイムが変化したり、高価な。 PCDは、PCDの炭素と金属の鉄との間の応答に起因する過度の摩耗のために、鉄鋼上で使用されないことに留意すべきである。タングステンカーバイドや他の様々な炭化物は信じられないほど丈夫であるだけでなく、本質的にすべての材料を掘削することができます。この製品は、高価であるだけでなく、鋼に比べて非常に弱い。その後、ほとんどの場合、ドリルビットの先端、丈夫な製品の小さな部品を修理したり、はるかに難度の低い鋼製のチップにろう付けしたりして使用されます。それにもかかわらず、ソリッド・カーバイド・ビットを使用するためには、通常、作業現場で終了しています。非常に小さい次元では、カーバイドの先端に適合することは困難です。いくつかの分野、特にPCB生産では、1mmと比較してはるかに小さいサイズの多数の穴が要求されています。
鋼 高速鋼 (HSS)は、鋼の一種です。 HSSのビットは、高炭素鋼に比べて暖かさに対してはるかに耐えられるだけでなく、丈夫です。それらは、 炭素鋼のビットと比較して大きな切断速度で、鋼、木材、および他の多くの他の製品に利用することができ、炭素鋼を実際に大きく変えました。コバルト鋼合金は、より多くのコバルトを含む高速度鋼の変種である。彼らはより多くの温度レベルで彼らの強固さを保持し、また、ステンレス鋼や様々な他の困難な製品に使用されています。コバルト鋼の主なネガティブな側面は、従来のHSSと比較して余分に破壊可能であることである。 高炭素鋼製のビットは、低炭素鋼製のビットと比較してはるかに頑丈です。それらが過熱されている場合(例えば、穿孔中に摩擦により)、それらは気分を落とし、柔らかい刃先を生じさせる。これらは木材や鉄鋼に利用することができます。 柔らかい低炭素鋼のビットは手頃な価格ですが、側面をうまく保持せず、一定の鮮鋭化も必要です。それらは掘削木材のためだけに利用されます。針葉樹の代わりに木材を扱っても、目に見えて寿命が短くなる可能性があります。 ドリル加工機で鈍い刃を研ぎ澄ませることができます。 その他多結晶ダイヤモンド(PCD)は、すべてのデバイス製品の中でも最も難しいものですが、結果として使用に非常に耐性があります。これには、通常約0.5mm(0.020インチ)の厚さのルビー断片の層が入っており、タングステンカーバイド支援の焼結塊として結合しています。この製品を利用して、タングステンカーバイドの「ペン先」の毛細管内にPCDを還元または焼結させるために小さなセクタをろう付けすることにより、この製品を利用して少ししかビットが生成されない。ペン先は後で炭化物シャフトにろう付けすることができる。その後、より小さいサイズの「セクター」で失敗するろう付けを確実に引き起こす複雑な形状にすることができます。 PCDは、一般に、自動車、航空宇宙、およびその他の様々な分野で、粗い合金、炭素繊維強化プラスチック、ならびに様々な他の不快な製品を掘削するために使用され、また、装置のダウンタイムが変化したり、高価な。 PCDは、PCDの炭素と金属の鉄との間の応答に起因する過度の摩耗のために、鉄鋼上で使用されないことに留意すべきである。タングステンカーバイドや他の様々な炭化物は信じられないほど丈夫であるだけでなく、本質的にすべての材料を掘削することができます。この製品は、高価であるだけでなく、鋼に比べて非常に弱い。その後、ほとんどの場合、ドリルビットの先端、丈夫な製品の小さな部品を修理したり、はるかに難度の低い鋼製のチップにろう付けしたりして使用されます。それにもかかわらず、ソリッド・カーバイド・ビットを使用するためには、通常、作業現場で終了しています。非常に小さい次元では、カーバイドの先端に適合することは困難です。いくつかの分野、特にPCB生産では、1mmと比較してはるかに小さいサイズの多数の穴が要求されています。
ジグ研削盤の構造紹介
ジグ研削盤の開発プロセスは、精密工作機械の開発原理とジグボーリング加工原理で1940年頃です。 工作機械は、高硬度の材料や、硬化したワークの研削位置、形状の精度、外円、内孔、テーパ孔の高度を必要とする表面仕上げ後に開発されました。  ジグ研削盤で最も重要な変数の1つは、デュアルスピンドル配置です。一次ピンは約1インチまたは2インチの間を移動するように配置されており、その後、100フィートのアウトフィードが装置全体の作業に使用され、ジョブの右端からアウトフィードされます。ミルとプライマリピンの間にあり、巨大な(9インチ以上の)ジョブを完了させることができます。メジャーピンは、適切なミル飼料価格が維持されることを保証するために、広い範囲の速度を有する。治具や相手方の開口部の開発は、パスを離れて確保します。典型的には、異なる油圧モータ、空気圧縮機、および油圧回路の両方のための多数の冷却システムからなる、巨大な尖鋭化ジグへのいくつかの外付け部品があり、また冷却剤を装置自体と同様に提供する。メーカーは広帯域のエアピンを使い、 粉砕ビットを回転させます 。空気ピンは、異なる表面積率を達成するために取り外し可能かつ適合性がある。いくつかのピンはレート(60000 rpm)で扱われ、他のピンは柔軟性があり(30000〜50000 rpm)、さらに他のピンは実際にはブロードバンド(175000 rpm)です。装置は、膝の移動を著しく免除する従来のXYテーブルを備えています。すべての軸はハンドホイール上のVernier範囲を使用して.0001インチにインデックスされており、バーを使用して容易に入手可能なより高い精度を備えています。リムーバブルエアーピンが配置されているピンも同様に可変速度で回転しますが、実際には正確に開くためには、ハンドホイールまたはそれ以上の高さで、通常は100.000 “クリーンジググラインダはハンドホイールだけで実現可能なレベルと比較して、より高いレベルの精度で作業を行うことができます。これらの属性はすべて、重要な開口部であり、推奨される表面領域または側面から特定の範囲を確保します。
ジグ研削盤で最も重要な変数の1つは、デュアルスピンドル配置です。一次ピンは約1インチまたは2インチの間を移動するように配置されており、その後、100フィートのアウトフィードが装置全体の作業に使用され、ジョブの右端からアウトフィードされます。ミルとプライマリピンの間にあり、巨大な(9インチ以上の)ジョブを完了させることができます。メジャーピンは、適切なミル飼料価格が維持されることを保証するために、広い範囲の速度を有する。治具や相手方の開口部の開発は、パスを離れて確保します。典型的には、異なる油圧モータ、空気圧縮機、および油圧回路の両方のための多数の冷却システムからなる、巨大な尖鋭化ジグへのいくつかの外付け部品があり、また冷却剤を装置自体と同様に提供する。メーカーは広帯域のエアピンを使い、 粉砕ビットを回転させます 。空気ピンは、異なる表面積率を達成するために取り外し可能かつ適合性がある。いくつかのピンはレート(60000 rpm)で扱われ、他のピンは柔軟性があり(30000〜50000 rpm)、さらに他のピンは実際にはブロードバンド(175000 rpm)です。装置は、膝の移動を著しく免除する従来のXYテーブルを備えています。すべての軸はハンドホイール上のVernier範囲を使用して.0001インチにインデックスされており、バーを使用して容易に入手可能なより高い精度を備えています。リムーバブルエアーピンが配置されているピンも同様に可変速度で回転しますが、実際には正確に開くためには、ハンドホイールまたはそれ以上の高さで、通常は100.000 “クリーンジググラインダはハンドホイールだけで実現可能なレベルと比較して、より高いレベルの精度で作業を行うことができます。これらの属性はすべて、重要な開口部であり、推奨される表面領域または側面から特定の範囲を確保します。
ツールとカッターグラインダーはまったく何ですか?
工具およびカッターグラインダーを使用して、フライスカッターを開発し、また、さまざまな他の縮小デバイスのホストとともに小さなビットをデバイスに展開します。これは非常に柔軟なデバイスであり、表面領域、円形またはファシリティフォームなど、さまざまな研削手順を実行するために使用されます。それにもかかわらず、極端に自動化されたコンピュータ数値制御(CNC)装置は、手順に関連する複雑さの結果として徐々に典型的なものになりつつある。テーブルは縦方向にも横方向にも移動しますが、写真では目立つように、ヘッドはまっすぐな飛行機内で柔軟に旋回できます。ヘッドのこの多機能性により、異なるカッターによる重要なクリアランス角度が達成されます。 Continue reading
ツイストドリルの角度を導入する
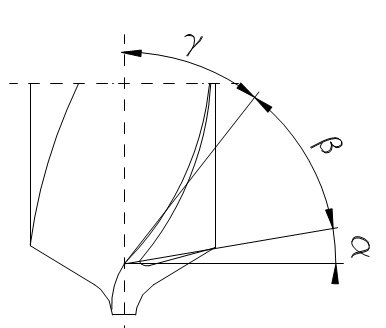
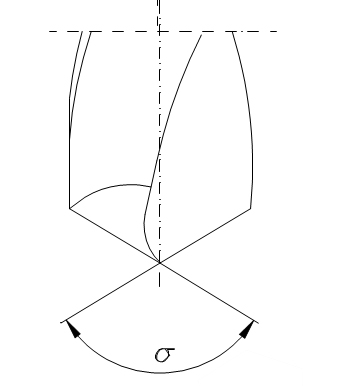
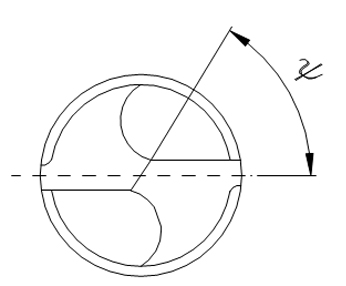 αアルファ—-リップリリーフ角度 βベータ—-ウェッジ角度 γガンマ—-ランド角度 σシグマ—-ポイント角度 ψPsi —-チゼルエッジ角度52度の間の最良のチゼルエッジ角度 – 58°上記の角度は加工材料によって異なります。 α+β+γ= 90°
αアルファ—-リップリリーフ角度 βベータ—-ウェッジ角度 γガンマ—-ランド角度 σシグマ—-ポイント角度 ψPsi —-チゼルエッジ角度52度の間の最良のチゼルエッジ角度 – 58°上記の角度は加工材料によって異なります。 α+β+γ= 90°
掘削の力と動き
切断動作は、主動作と送り動作に分けられます。主な動作は、ワークピースとカッターが切断のための相対動作を生成する最も基本的な動作です。主な動きは最高のスピードと最大の消費電力です。カッティングモーションでは、メインモーションは1つだけです。これはワークピースで行うことも、カッターで行うことも、回転動作にすることも、直線にすることもできます。 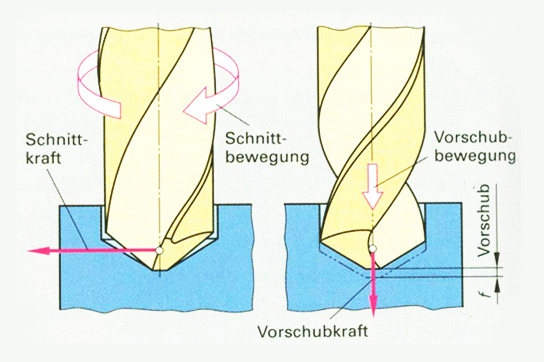 Continue reading
Continue reading
掘削の問題と解決策
| 質問番号 | 問題の説明 |
| 1 | Aperture Ultraの違い |
| 2 | ホーンホール |
| 3 | 穴の丸みが良くない |
| 4 | 孔の表面品質が悪い |
| 5 | 穴の出口でのバー |
| 6 | チッピング |
| 7 | ドリルビットブロックされたチップの背面 |
| 8 | ビット分割 |
| 9 | ブロックされたチップ |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | S olutions |
| ● | ● | ● | ● | ● | ● | ツールのノーズを減らす | |||
| ● | ● | 増加したコーン | |||||||
| ● | ● | ● | ● | ● | ● | ● | ブレードの高さの差を減らす | ||
| ● | ● | ● | ● | ● | ツールの対称性を改善する | ||||
| ● | ● | ● | 切れ刃タイプの改良 | ||||||
| ● | ● | ブレード処理の改善 | |||||||
| ● | ● | ポイントアングルを大きくする | |||||||
| ● | ● | ● | ● | ● | ● | 工具長の短縮 | |||
| ● | コーティングの選択と使用 | ||||||||
| ● | ● | ● | 内部冷却圧力の増加 | ||||||
| ● | ● | ● | ● | 切削速度の低減 | |||||
| 切断速度の向上 | |||||||||
| ● | ● | ● | ● | ● | ● | フィードを減らす | |||
| ● | フィードを上げる |

ドリルビットを使用しているときに問題が発生している場合は、ドリル加工機を使用できますあなたのドリルを使用することができるように、数分、簡単に、簡単に、修復する。私たちはプロのドリル加工機メーカーです、および製品のバッチ購入を歓迎します。
ドリルビットシャープナーを選択してドリルをシャープにする理由
 ドリルビットの最高品質のコレクションは、特にあなたがそれらの多くを取得する場合、あなたの財布にかなり良いサイズの開口部を作ることができます。しかし、彼らは適切な治療を受けていれば、長期間あなたの前にいることが必要です。これを行うには、厳しい状況でそれらを保存する必要があります。状況は、各小さなビットが独立して保持されることを保証するために、異なる所有者または領域を持たなければならない。ドリルをツールキットやキャビネットに少しだけ投げ込んで自由に回転できるようにすると、提案や切れ刃が簡単に損傷したり鈍ったりすることがあります。あなたのドリルの正しい扱いをするために実行すべきもう一つのポイントは、彼らが細かいことを実行できるように、それらを磨いておくことです。ピアスの小さなビットは、もう一度磨かれました。当然のことながら、少し大きくなると、それはさらに発展する可能性があります。付属のプラスは:あなたの小さなビットを常に鋭く保つことによって、あなたは電気ドリルの劣化を本当に保つでしょう。よりシャープな少し滑らかで、またはるかに速く、それは確かに機能します。 Continue reading
ドリルビットの最高品質のコレクションは、特にあなたがそれらの多くを取得する場合、あなたの財布にかなり良いサイズの開口部を作ることができます。しかし、彼らは適切な治療を受けていれば、長期間あなたの前にいることが必要です。これを行うには、厳しい状況でそれらを保存する必要があります。状況は、各小さなビットが独立して保持されることを保証するために、異なる所有者または領域を持たなければならない。ドリルをツールキットやキャビネットに少しだけ投げ込んで自由に回転できるようにすると、提案や切れ刃が簡単に損傷したり鈍ったりすることがあります。あなたのドリルの正しい扱いをするために実行すべきもう一つのポイントは、彼らが細かいことを実行できるように、それらを磨いておくことです。ピアスの小さなビットは、もう一度磨かれました。当然のことながら、少し大きくなると、それはさらに発展する可能性があります。付属のプラスは:あなたの小さなビットを常に鋭く保つことによって、あなたは電気ドリルの劣化を本当に保つでしょう。よりシャープな少し滑らかで、またはるかに速く、それは確かに機能します。 Continue reading
エンドミル研削砥石の使用方法に関する情報
エンドミルが鈍っているという事実だけで、それをスクラップしたり、新しいものを購入しなければならないわけではありません。リリーフアングルとエッジを研削する特別な治具を使用して、エンドミルを再びシャープにすることができます。厳密な手順を徹底することで、多くのドルを節約し、スクラップビンからエンドミルを保存することができます。
エンドミル粉砕機はどのように使用しますか?エンドミルを修理するには?




どのようにカッターグラインダーを作ることができますか?
PURROS カッターグラインダーは、工具を切断するための特殊な機械です。切削は、正確で迅速な、簡単な操作であり、技能の要求はありません。台湾のダイヤモンド研削砥石では、1つの部品だけがすべての手順を完了することができます。正確な角度と長寿命を直接装備することができます。 








