リップリリーフアングル、リップクリアランスアングル、切削工具、リップリリーフ角度機能 リップリリーフアングルは、 リップクリアランス アングルとも呼ばれ、カッターとワークと加工面の切断面の摩擦を低減する機能です。 Continue reading
リップリリーフアングルは、 リップクリアランス アングルとも呼ばれ、カッターとワークと加工面の切断面の摩擦を低減する機能です。 Continue reading
Category Archives: 技術
テクノロジーページは、ドリルビットグラインダーの分野で技術才能の経験を共有し、技術的な困難を解決するのに役立ち、ドリルビットリグラインダーの専門家になります。
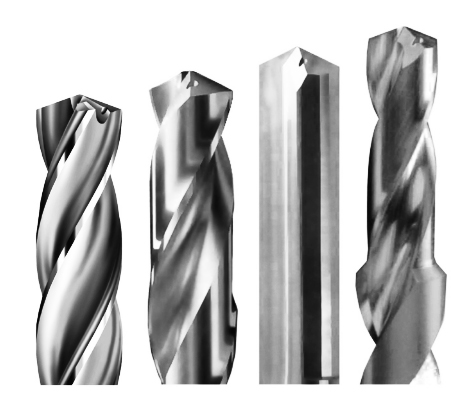
一般的な切削工具
切削工具にはいくつかの種類があります: Continue reading
Continue reading
シャープにする必要がある切削工具:フライスカッター
ボールエンドフライスカッターの研削は直径を変更しませんが、 フラットエンドフライスカッターは直径を縮小します。ユーザーの特定の処理に依存します。 PURROS社製のボールエンドミルリシャープナーを使用して、お客様のニーズに合わせてフライスカッターを研削することができます。


鋭利にする必要がある切削工具:リーマ

リーマーは、しばしば鋭利にする必要がある切削工具でもあります。研削方法は比較的簡単です。リーマ精度の要求が高いため、一般的に2〜5回修復することができます。リーマを研削する前に、カッターの直径を検出する必要があります。直径が必要な範囲内にない場合、それはもはや修復することができない。研削後、リーマのコーティングはコーティングを有していない。
鋭利にする必要がある切削工具:ドリルビット
 ドリルビットは、研削に最適な切削工具です。設計は研削の必要性を考慮する必要があります。前処理または一般的な穴精度のために、 ドリルビット研削の程度は多くても20回摩耗する。高精度のドリリングビットのために、それは5回鋭くすることができます。
ドリルビットは、研削に最適な切削工具です。設計は研削の必要性を考慮する必要があります。前処理または一般的な穴精度のために、 ドリルビット研削の程度は多くても20回摩耗する。高精度のドリリングビットのために、それは5回鋭くすることができます。
どのように大きな摩耗とチッピングを、チゼルエッジの粉砕を解決するには?
“d4” 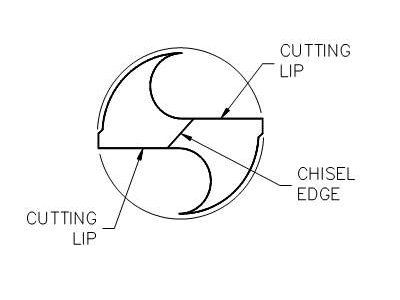 チゼルエッジ [/caption]
チゼルエッジ [/caption]
- 原因:送り速度を下げ、切削resistance.
- 原因を増加させるためには大きすぎる送り:速度が大きすぎる解決するフィードポイントの寸法は適切な解決策ではない。例えば、正しい点寸法を選択:点角度が小さいが、切削材の剛性が大きい.
- 原因:工具材質が適切でない。 解決策:切削工具の材質をより強く選択することを意味する適切な工具素材を選択する.
- 原因:レリーフ角度が小さすぎる解決策:逃げ角が小さすぎるために逃げ角を大きくすると、逃げ面の摩耗が増加します.
の
ツイストドリルのコーナー部およびソリューションの異常摩耗
金属切削のプロセスでは、ツイストドリルがワークピース上の金属層を切断すると同時に、ワークピースとチップがツイストドリルに作用し、ツイストドリルが摩耗する。通常の摩耗は避けられませんが、異常摩耗は許容できません。ツイストドリルのコーナー部の異常摩耗など、 PURROS Machineryはこれらの問題を列挙し、それらを解決する方法を示します。 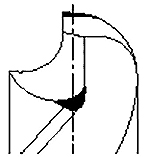 Continue reading
Continue reading


ツイストドリルとソリューションのコーナーエッジの欠け
生産では、コーナーエッジツイストドリルの欠けが何度も起こります。ドリル材質、緩い治具、ワークピース材の硬度の不均一、不適切な送り速度、不適切な冷却材、逃げ角が小さすぎる、ビットが消耗しているなどの理由により、 状況1: 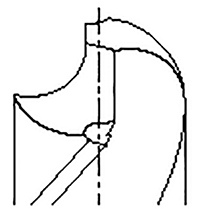 Continue reading
Continue reading








