 ドリルビットは、研削に最適な切削工具です。設計は研削の必要性を考慮する必要があります。前処理または一般的な穴精度のために、 ドリルビット研削の程度は多くても20回摩耗する。高精度のドリリングビットのために、それは5回鋭くすることができます。
ドリルビットは、研削に最適な切削工具です。設計は研削の必要性を考慮する必要があります。前処理または一般的な穴精度のために、 ドリルビット研削の程度は多くても20回摩耗する。高精度のドリリングビットのために、それは5回鋭くすることができます。
どのように大きな摩耗とチッピングを、チゼルエッジの粉砕を解決するには?
“d4” 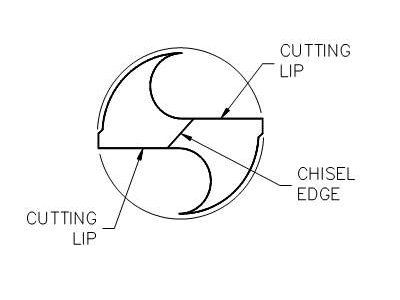 チゼルエッジ [/caption]
チゼルエッジ [/caption]
- 原因:送り速度を下げ、切削resistance.
- 原因を増加させるためには大きすぎる送り:速度が大きすぎる解決するフィードポイントの寸法は適切な解決策ではない。例えば、正しい点寸法を選択:点角度が小さいが、切削材の剛性が大きい.
- 原因:工具材質が適切でない。 解決策:切削工具の材質をより強く選択することを意味する適切な工具素材を選択する.
- 原因:レリーフ角度が小さすぎる解決策:逃げ角が小さすぎるために逃げ角を大きくすると、逃げ面の摩耗が増加します.
の
ツイストドリルのコーナー部およびソリューションの異常摩耗
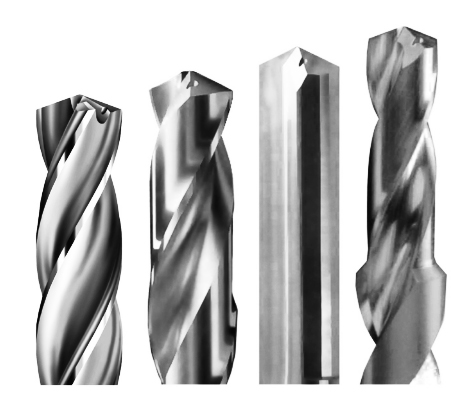
金属切削のプロセスでは、ツイストドリルがワークピース上の金属層を切断すると同時に、ワークピースとチップがツイストドリルに作用し、ツイストドリルが摩耗する。通常の摩耗は避けられませんが、異常摩耗は許容できません。ツイストドリルのコーナー部の異常摩耗など、 PURROS Machineryはこれらの問題を列挙し、それらを解決する方法を示します。  Continue reading
Continue reading


ツイストドリルとソリューションのコーナーエッジの欠け
生産では、コーナーエッジツイストドリルの欠けが何度も起こります。ドリル材質、緩い治具、ワークピース材の硬度の不均一、不適切な送り速度、不適切な冷却材、逃げ角が小さすぎる、ビットが消耗しているなどの理由により、 状況1:  Continue reading
Continue reading
ドリル破損と解決策
掘削作業中、掘削の問題がしばしば遭遇する。現在、PURROS Machineryは以下のように掘削破損の解決策を挙げています: Continue reading
Continue reading
穴の機械加工精度は、異なる工具によって達成することができる

| 切削工具のタイプ | H12 | H11 | H10 | H9 | H8 | H7 | H6 | H5 |
| HHS | バツ | バツ | ||||||
| HHS拡張ドリル | バツ | バツ | ||||||
| スポット溶接の超硬ドリル | バツ | バツ | ||||||
| ソリッド・カーバイド・ドリル | バツ | バツ | バツ | |||||
| ソリッドカーバイドストレートフルートドリル | バツ | バツ | ||||||
| ソリッド・カーバイド3刃・ドリル | バツ | バツ | ||||||
| ガンドリル | バツ | バツ | バツ | |||||
| リーマー | バツ | バツ | バツ | |||||
| PCD拡大ドリル | バツ | バツ | ||||||
| PCDリーマ | バツ | バツ |
( 製造元 : Purros Machinery Co.、Ltd. )
ファインシャープ旋盤ツール
ファインシャープ旋盤ツール
- (1)ファイン・シャープ・フルート:フルートの形状をより正確にし、表面粗さを従来よりも細かくするため、粗い尖鋭化後にフルートを細かく尖らせる必要があります。シャープニングの方法は粗面取りと同じです。
- (2)ネガティブ面取りを鮮明にする:ネガティブ面取りは一般に100#〜200#の粒度で砥石の端で鋭くなります。図の後のように鮮鋭化方法:
ネガティブチャンファリング
旋盤ツールの標準的な鮮明化方法
旋盤ツールの鮮明化のステップ
ステップ1:主逃げ面を鋭利にすると同時に、唇逃げ角を鋭くする。 ステップ2:マイナーなフランク面をシャープにすると同時に、エンドリリーフ角度をシャープにする。 ステップ3:偽の顔を鮮明にすると同時に、尖鋭度を鮮明にする。 ステップ4:残った顔と先端を鮮明にする。
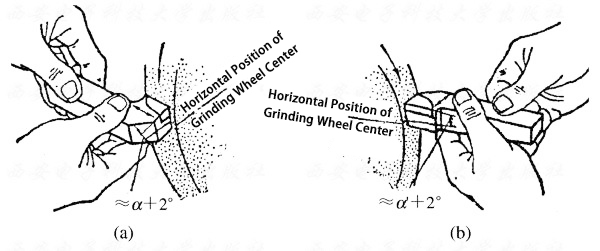
旋盤ツールの鮮明化の方法
現在、 PURROS Machineryは、 切削工具の鋭利化の方法を示すために、粗研削用炭化物合金カッターを例に挙げています。 主要な逃げ面と副面の面を同時に荒く削って 、同時に、大きな偏角、大きな唇の逃げ角、小さな偏角、小さな唇の逃げ角も鋭くなっています。粗い鋭利化による主要な唇の逃げ角と小さな唇の逃げ角の角度は、要求されるよりも大きくすべきである。 View Figure:
Shank
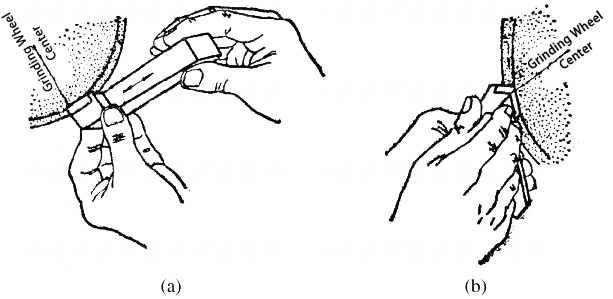 (a)シャープネスダウン(b)シャープニングアップ
(a)シャープネスダウン(b)シャープニングアップ
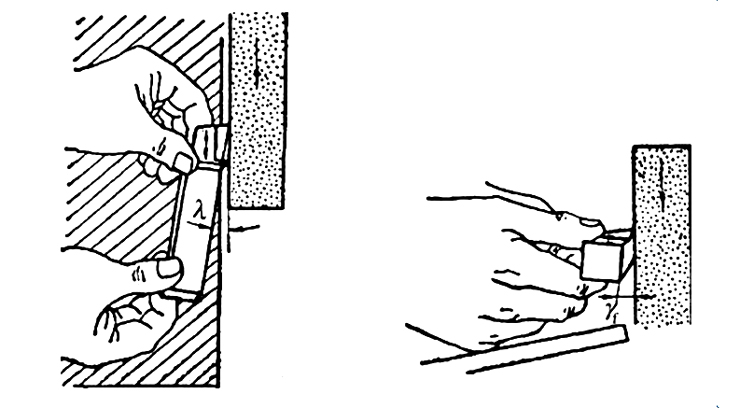
旋盤のノートは手で鋭くする。
旋盤の注意点
- 砥石が破損した場合に、破片が怪我をしないように、 旋盤工具グラインダーの側面に立てるようにしてください。旋削工具のシャンクを手で保持するのに十分な距離を保ちます。旋盤の揺れを減らすために肘を2本つけて腰を締めます。刃物を鋭利にするには、旋盤工具を砥石の水平中心に置き、旋盤工具の先端を約3°上に少し上にします-8°、旋盤工具が研削砥石に触れて旋盤工具を水平方向に動かす必要がある場合。
- 旋削工具シャンクを主切れ刃角として左にずらしてください。細い刃先面を削る際には、刃物のシャンクをマイナーな刃先角度の右に角度をずらす必要があります.
- 先端の尖鋭化中には、一般に旋盤工具の先端を左手で支点に、同じ時間、右手で旋盤ツールのシャンクを動かす.








